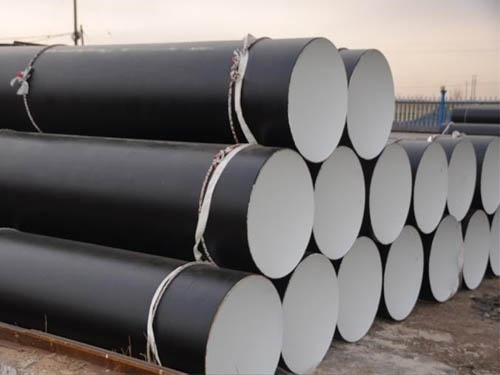
Acerca de los requisitos técnicos anticorrosión de tuberías sin costura
Generalmente se utiliza en oleoductos, oleoductos, oleoductos, gasoductos, gasoductos y otros proyectos que requieren tratamiento anticorrosión. Los procesos anticorrosión comunes para tuberías de acero sin costura incluyen principalmente anticorrosión 3PE, anticorrosión de alquitrán de hulla epoxi, anticorrosión de resina epoxi, anticorrosión IPN8710, tecnología anticorrosión de mortero de cemento, etc.
1. ¿Por qué las tuberías de acero sin costura son anticorrosivas?
Los tubos de acero sin costura son tubos de acero de grado relativamente alto, y el precio también es muy caro, pero después de todo, la materia prima es hierro y se oxidará, lo que afectará la vida útil del tubo. Por lo tanto, la anticorrosión de las tuberías de acero sin costura también debe realizarse antes de la construcción de la tubería. Un proceso de anticorrosión de tuberías de acero sin costura, principalmente para anticorrosión 3PE o anticorrosión de alquitrán de hulla epoxi.
2. Proceso anticorrosión de tubería de acero sin costura
Anticorrosión de tuberías de acero De acuerdo con los requisitos del dibujo, pinte pintura epoxi de alquitrán de hulla en la tela de fibra de vidrio y luego pinte la capa superficial para anticorrosión.
Proceso de construcción de paredes exteriores: eliminación de óxido de tuberías → revestimiento de imprimación → primera capa de acabado → segunda capa de acabado → tela de fibra de vidrio → capa de acabado → capa de acabado;
Proceso de construcción de paredes interiores: eliminación de óxido de tuberías → imprimación → primera capa de acabado → segunda capa de acabado → tercera capa de acabado.
Tres precauciones para la corrosión de tuberías de acero sin costura (revestimiento)
1) Eliminación de óxido de tuberías
La grasa, la ceniza, el óxido y las incrustaciones en la superficie de la tubería deben eliminarse antes de verter. El estándar de calidad de limpieza con chorro de arena y eliminación de óxido alcanza el nivel Sa2.5.
2) Aplique imprimación después de eliminar el óxido de la superficie de la tubería, y el intervalo no deberá exceder las 8 horas. Al aplicar la imprimación, el sustrato debe estar seco. La imprimación debe pintarse uniforme y completamente, sin apelmazarse ni ampollarse, y no debe pintarse dentro del rango de 150 a 250 mm en ambos extremos de la tubería.
3) Después de que la superficie de imprimación esté seca, aplique la capa superior y envuélvala con un paño de fibra de vidrio. El tiempo entre la imprimación y la primera capa superior no debe exceder las 24 horas.

 Español
Español English
English